

Inhaltsverzeichnis
Verwandte Nachrichten

Custom Overmolded Cable Assemblies: When Strain Relief and Sealing Matter

Cable failures often start at the connector end, not in the middle of the wire. Repeated bending, tight cabinet space, vibration, dust, and occasional pulling can loosen solder joints or crack a housing before the cable itself shows visible wear. That is why custom overmolded cable assemblies matter in industrial wiring, test equipment, data systems, medical devices, and embedded hardware. The molded area is not only a clean outer shape. It is a protection layer around the termination point where mechanical stress is usually concentrated.
For buyers, the key question is not whether overmolding looks more refined. The question is whether strain relief, connector protection, sealing needs, and batch consistency justify the molded structure. LEOCABLE supports custom cable and connector projects, but the right design still begins with the application. A cable used once inside a dry enclosure needs a different solution from a cable exposed to repeated movement, panel installation, or service handling.
Why Do Connector Ends Need More Protection?
The end of a cable carries more mechanical load than many drawings suggest. A straight line on a drawing may become a tight bend near a connector once the cable is installed. During service, technicians may pull the connector body, move the cable aside, or route it near sheet metal. If the connector end is only protected by a thin shell, the wire exit point can become the weakest part of the assembly.
Strain relief should match the real bending route
Strain relief works best when it follows the actual movement of the cable. A molded boot can spread bending stress over a longer area and reduce sharp folding at the soldered or crimped termination. For serial cables, USB extension cables, SATA power-data assemblies, or compact internal wiring, this can help reduce repeated stress near the connector body.
Sealing depends on exposure, not on appearance
Overmolding can also help block dust, moisture, oil mist, and handling contamination, but sealing performance depends on material choice, mold shape, connector structure, and the cable jacket. A molded cover alone should not be treated as proof of waterproof performance unless the design and test conditions are specified. Buyers should define whether they need basic reinforcement, splash resistance, dust protection, or a more demanding sealed construction.
What Makes a Cable Overmolding Design Different?
Cable overmolding encloses part of the connector and cable with molded material. The molded section can act as a flexible boot, a reinforced grip, a sealed transition, or a mounting feature. In many custom overmolded cable assemblies, the design combines several purposes: it protects the termination, improves handling, controls the exit angle, and creates a consistent shape for repeat production.
Material and mold geometry should be specified early
Molded PVC, PE, TPE, or other materials may be used depending on flexibility, temperature range, surface feel, bonding behavior, and cost. The material should not be chosen from price alone. A very stiff molded area may protect the connector but force bending into the cable jacket. A very soft boot may feel flexible but provide limited pull-force control. The final shape should fit the enclosure, panel opening, cable route, and expected service access.
Connector overmolding should not hide unclear drawings
Once a connector is overmolded, it becomes harder to inspect the internal termination. Before molding is finalized, the supplier and buyer should confirm pinout, wire color, shielding route, solder quality, crimp height, cable length, and connector orientation. Overmolding should protect an approved structure, not cover uncertain work.
Where Do Overmolded Cable Assemblies Add the Most Value?
Overmolded cable assemblies are most valuable where the connector end faces movement, installation force, or environmental exposure. They are also useful when the product must look consistent across batches or when the connector end needs a controlled shape for mounting. The value is strongest when the molded structure solves a known risk.
Serial cables and D-SUB interfaces
Professionelles COM Nine-Pin männliches serielles Kabel (verstärkter Formtyp) is a suitable example for connector-end reinforcement. Its product page describes a DB9 male metal connector, injection molding reinforcement at the solder joints, a quick mounting housing, and UL2651 28AWG flat cable. In this type of product, the molded area helps protect the soldered connection from frequent bending and physical damage. That makes it relevant for industrial control systems, data acquisition equipment, test instruments, and automation equipment.
High-speed and shielded connector projects
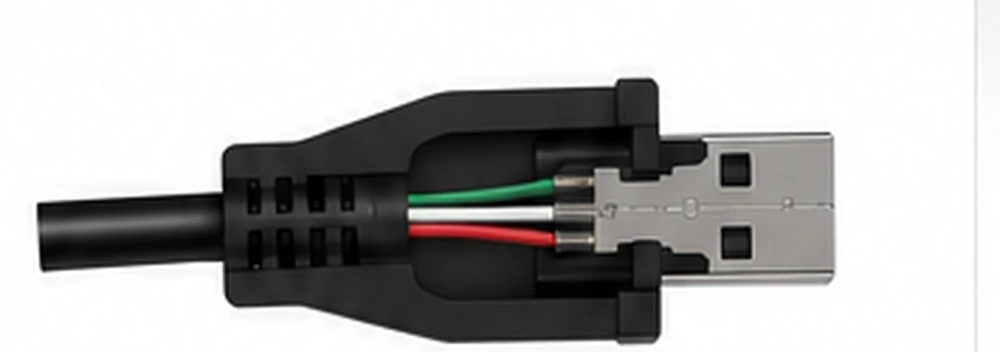
Professionelles USB 3.1 Dual MX Steckverbinderkabel shows another reason to consider overmolding. The product uses a TPE high-frequency shielded cable, MX PH1.25mm 8-pin dual connectors, and a molded tail clamp fixed structure. For high-speed data cables, the molded area must support mechanical stability without disrupting the shielding and signal structure. Buyers should confirm data rate, shielding method, bend route, and housing fixation before production.
Fixed storage and multi-port assemblies
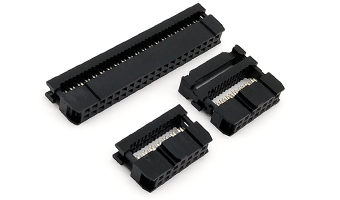
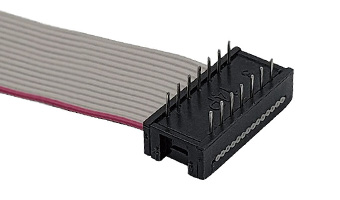
Professionelles SATA 7 15P Rechtwinkel Festkabel uses a molded housing with screw fixing holes, a 90-degree SATA 7-pin data interface, and a 15-pin power interface. This type of molded structure is useful when a cable must stay stable in a compact device or storage system. For multi-port serial projects, Professionelle Vier-Port-serielle Flachkabelversammlung uses injection molding on D-SUB solder joints and supports customized wiring definitions and lengths. These examples show why connector overmolding is often tied to installation stability, not only cable appearance.

How Should Buyers Specify Custom Overmolded Cable Assemblies?
A useful RFQ should describe the mechanical and electrical environment before asking for a unit price. If the cable will be bent often, pulled during service, installed through a panel, or exposed to dust and oil, those details affect the mold design. If the cable carries high-speed data, serial signals, or mixed power and data, electrical structure also needs review before molding.
|
Key factor |
What to confirm |
Why it matters |
|
Mechanical stress |
Bending route, pull force, vibration, service handling |
Defines the strain relief length and molded boot shape |
|
Environment |
Dust, moisture, oil, heat, indoor or outdoor use |
Guides material choice and sealing level |
|
Connector type |
Soldered, crimped, IDC, D-SUB, USB, SATA, or custom terminal |
Different terminations need different protection |
|
Electrical design |
Pinout, shielding, impedance, current, voltage, and grounding |
Prevents molding from hiding electrical risks |
|
Production plan |
Sample quantity, batch size, drawing version, inspection method |
Controls tooling, records, and repeatability |
Confirm the molding purpose before tooling
Some projects only need a simple reinforced boot. Others need a molded shape with mounting holes, a panel grip, a right-angle exit, or a sealed transition. A clear purpose helps avoid overdesign. It also prevents the opposite problem, where a molded cable looks finished but does not solve the real failure point.
Check signal and shielding details before the mold closes
If the cable uses shielding, the grounding route should be confirmed before molding. In COM I/O and serial cable work, poor shielding connection or damaged shielding can reduce anti-interference ability. Finished product inspection should include continuity, contact resistance, insulation integrity, shielding checks where applicable, and tensile testing for the connector end.
What Quality Checks Matter Before Batch Production?
Overmolding adds durability only when the internal connection is already stable. Before batch production, buyers should approve a real sample, not only a drawing. The sample should be checked in the target enclosure, with the actual bend route, connector direction, screw position, and cable exit angle. This reduces late-stage rework after the mold design is fixed.
Sample approval should include installed photos
An installed photo is often more useful than a front-view product photo. It shows whether the molded boot conflicts with nearby parts, whether the cable bends too sharply, and whether the connector can still be removed for service. If several versions look similar, samples should be labeled by part number, version, cable length, and pinout.
Batch control should keep revisions separate
Once a molded cable enters repeat production, version control becomes important. A small change in cable length, exit angle, shielding route, connector color, or molded housing shape can affect final assembly. Buyers should ask how the supplier records drawings, separates old and new revisions, checks first pieces, and handles rejected parts.
Conclusion
Custom overmolded cable assemblies are useful when connector ends face bending, pulling, vibration, service handling, or exposure. The molded structure can add strain relief, protect soldered or crimped terminations, support sealing requirements, and create a more consistent product shape. The best design depends on the cable job, not on appearance alone.
Before confirming cable overmolding, fix the connector type, pinout, cable length, material, shielding method, exit angle, and inspection requirements. For custom projects, share your drawing, sample, application environment, and expected order volume through Kontaktieren Sie uns so the connector protection and molding design can be reviewed before production.
FAQs
Q1: When should buyers choose overmolded cable assemblies?
A1: Buyers should consider overmolded cable assemblies when the connector end faces bending, pulling, vibration, dust, moisture, service handling, or repeated installation stress.
Q2: Does cable overmolding always mean the cable is waterproof?
A2: No. Overmolding can improve protection, but waterproof or sealing performance depends on material, mold design, connector structure, and test requirements.
Q3: What information should be sent before ordering custom overmolded cable assemblies?
A3: Buyers should send connector type, pinout, cable specification, length, exit direction, environmental conditions, strain relief needs, sample quantity, and expected batch volume.