

جدول المحتويات
أخبار ذات صلة


Manual or Automated Ribbon Cable Assembly for Industrial Wiring
A flat cable looks easy on a drawing. The trouble starts when the same assembly has to be built again and again for industrial wiring. One batch may sit inside a control cabinet; another may go into test equipment or a compact machine enclosure. The real question is whether manual work or automated processing gives the right balance of consistency, setup effort, lead time, and change control.
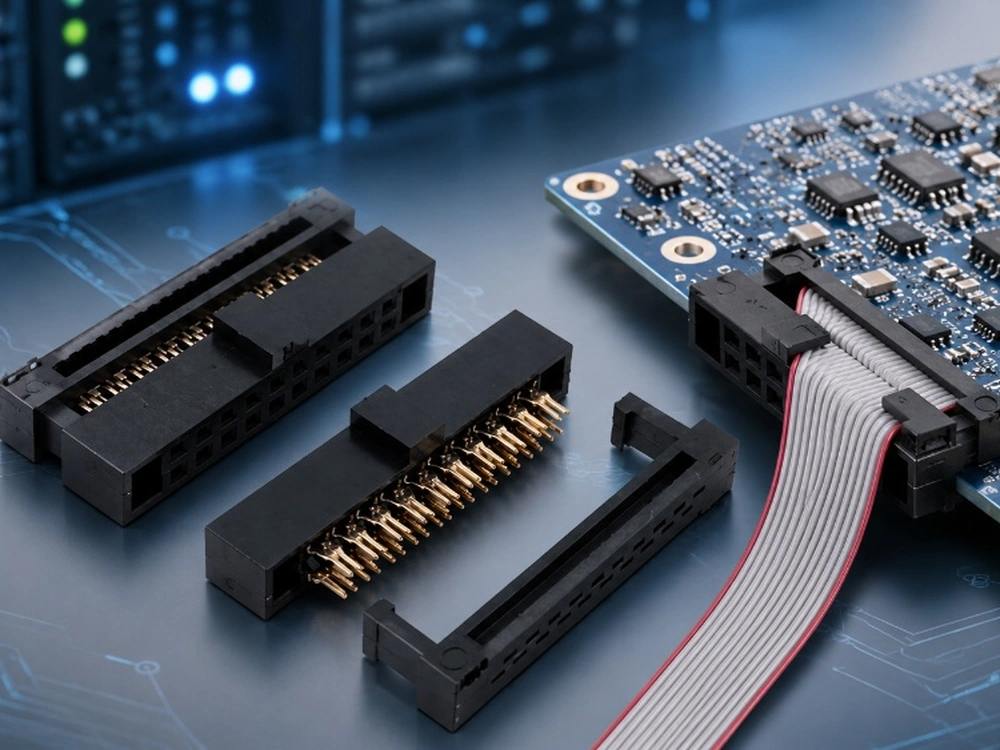
For this reason, ليوكابل works around internal equipment wiring, connectors, and cable assemblies, so this choice is not just a factory preference. A flat ribbon cable with IDC termination can be simple when the drawing is stable, but it can become difficult when pin count, pitch, length, folding direction, strain relief, or connector orientation changes often. That is why buyers should look at the job itself before they ask for the fastest quote. The same IDC cable can be a short prototype job, a repeat production item, or a custom wire route that still needs human checking at several steps.
When Does Manual Ribbon Cable Assembly Still Make Sense?
Manual production is not the weak option by default. In many real sourcing cases, the early order is not mature enough for a fully fixed production route. The buyer may still be checking cabinet space, board layout, connector direction, or how the cable bends after installation. If the design may change after the first sample, manual work gives the factory room to adjust without locking the buyer into tooling too early.
Small Batches Need Flexible Handling
Manual assembly is useful when the first order is small, the model list is mixed, or the buyer needs several cable lengths for comparison. An operator can prepare a flat ribbon cable, align the connector, check the red edge marking, and make a short run without waiting for a full automation setup. For a new industrial controller or test fixture, that flexibility may be more valuable than a small saving on each piece.
This is also where hidden drawing problems appear. A connector may face the wrong side after folding, or a cable may be 20 mm short once the enclosure door opens. Manual work lets the supplier catch these details while the order is still small enough to adjust.
Custom Details Need Operator Judgment
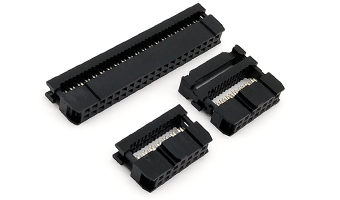
For example, المهنية IDC مسطحة مرنة كابل التجميع is a good product direction where the buyer should confirm more than conductor count. Connector type, cable length, pitch, contact direction, and final inspection method all affect whether the ribbon cable assembly can be repeated cleanly. For a custom job, a technician may need to compare the real sample with the drawing, not just follow a cutting length.

Manual work is often safer when the assembly includes short runs, mixed connector orientations, or special packing needs. It is not a reason to accept loose quality. The supplier still needs a clear work instruction, an approved sample, inspection records, and version separation.
When Is Automated Assembly the Better Route?
Automation becomes more attractive when the design is already stable. The cable length has been approved. The connector position is fixed. The buyer knows the expected monthly or quarterly quantity. At that point, the main risk is no longer design change. The risk is variation between operators, shifts, and batches.
Repeat Orders Benefit From Stable Process Steps
For repeat ribbon cable assembly work, automation can make cutting, positioning, pressing, and batch counting more consistent. A controlled process can reduce length drift, uneven pressure, and connector placement mistakes. In a compact enclosure, a few millimeters can decide whether the IDC cable routes neatly or pushes against another component.
Automation is not only about speed. A faster process is useful, but consistency is the bigger point for industrial wiring. When the buyer plans repeat orders, the supplier should be able to explain which steps are automated, which steps are still checked by people, and how rejected pieces are handled. If the supplier cannot explain that clearly, the word automated does not mean much.
Higher Volumes Need Better Batch Control
Once order volume grows, the production question shifts from “Can you make it?” to “Can you make the same thing every time?” Automated fixtures and controlled pressing can help, but batch control still depends on incoming material checks, connector storage, cable roll management, and final testing. Ribbon cable connectors can look similar from the outside, so labeling and version control become important. A buyer should ask how the supplier prevents old revisions from being mixed with new ones.
|
Production Route |
Best Fit |
Main Risk to Control |
|
Manual assembly |
Samples, small batches, mixed lengths, or changing drawings |
Operator variation and unclear work instructions |
|
Semi-automated assembly |
Repeat orders with some custom checks still required |
Different stations using different acceptance standards |
|
Automated assembly |
Stable, higher-volume IDC cable or flat cable orders |
Tooling setup, batch traceability, and material version control |
How Should Buyers Compare Manual and Automated Options?
A practical comparison should start from the cable’s job inside the equipment. Some buyers ask for automation too early because it sounds more advanced. Others stay with manual work too long because the first batches were acceptable. The better method is to compare pitch, cable length, connector direction, bend route, quantity, and drawing stability.
Check Drawing Stability Before Choosing Process
If the drawing is still moving, manual or semi-automated production often gives the safer path. If the drawing has already passed installation testing, a more automated route may reduce variation. Buyers should not decide from unit quotation alone; rework during final assembly can cost more than the small saving on each piece.
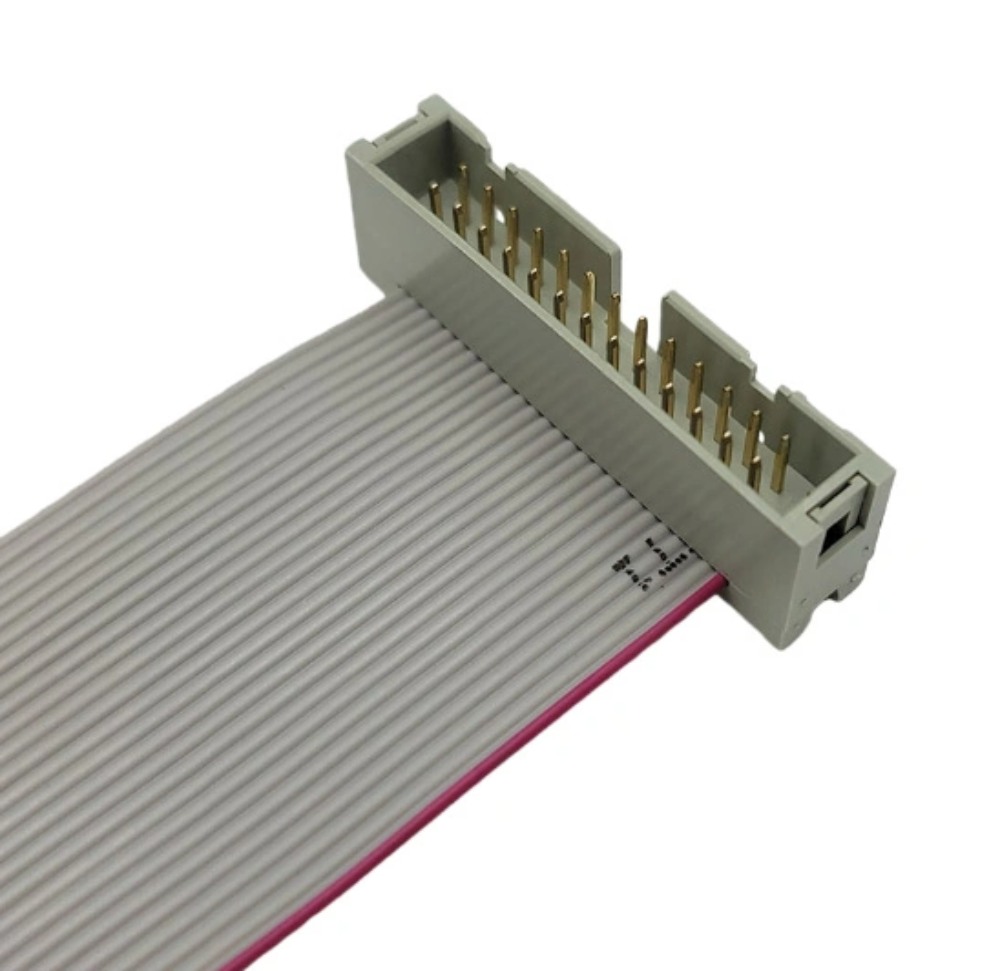
For early comparison, buyers can use the IDC flat cable category to compare related connector and cable formats before they freeze a design. This is especially useful when a project is still deciding between a basic IDC cable, a box connector version, or a serial flat cable assembly. The earlier those options are checked, the fewer last-minute changes are likely to appear.
Ask How Each Critical Point Is Inspected
For both manual and automated work, inspection should be tied to the failure points. A buyer can ask the supplier to confirm cable length tolerance, continuity testing, connector pressing checks, pin-one marking, visual defects, and packing separation by version.
The inspection plan should also match the application. A prototype cable may need a faster sample review. A cable used in industrial equipment may need stronger labeling and batch records, especially when several versions look almost the same.
What Product Details Should Be Fixed Before Production?
Before production starts, the buyer should fix the physical details that are easy to overlook. These details may look small on paper, but they decide whether the cable installs smoothly. The most common items are cable length, pitch, connector model, key direction, red edge orientation, folding direction, and whether the cable needs a box connector or mounting holes.
Connector Orientation Affects Installation
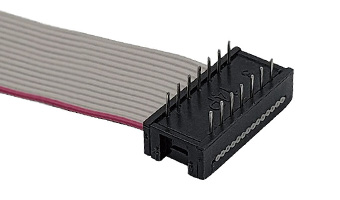
In projects that need clearer positioning, موصل IDC BOX المهني ومجموعة الكابلات المسطحة is a useful reference for more secure installation. Box connector formats can help control mating direction and reduce wrong insertion in some equipment layouts. Buyers should still confirm the exact connector direction with a sample because the same picture can be interpreted differently by engineering, purchasing, and assembly teams.
A simple check is to place the sample in the real enclosure and photograph the installed direction. Mark pin one on the drawing and on the sample bag. These steps prevent a common problem: the product passes electrical testing but feels wrong during final equipment assembly.
Packing Rules Keep Revisions Separate
Packing is part of quality for a ribbon cable assembly. If five versions look almost the same, the bag label, carton label, and inner separation matter. A buyer should ask whether each version is packed by part number, whether samples are tagged, and whether mixed lengths are separated. For custom ribbon cable assemblies, this can save more time than a small production speed improvement.
The supplier should also confirm transport protection. Flat cable can be damaged by hard folding or pressure marks, while ribbon cable connectors can suffer bent contacts if loose pieces move inside a carton.
How Can Procurement Teams Choose the Right Supplier?
The supplier choice should not stop at whether the factory says manual or automated. A better question is whether the supplier can explain the process in a way that matches the buyer’s project stage. For early samples, look for drawing review and fast correction. For repeat batches, look for process records, test steps, and version control. For mixed orders, look for careful labeling and packing.
Review Samples Like Production Parts
Sample approval should be treated as the first production standard. The buyer should approve length, connector direction, stripe direction, pressing quality, and final packing. A short installation photo can make the approval more useful than a front-view product photo alone.
For broader product comparison, LEOCABLE products give procurement teams a starting point for comparing internal wiring assemblies, connectors, and related cable options. Once the buyer has a drawing or sample request, the supplier can advise whether manual assembly, semi-automated work, or a more automated route fits the job.
Use Questions That Reveal Process Control
Before finalizing custom ribbon cable assemblies, buyers can share drawings, expected volume, target equipment, and sample notes through اتصل بنا. A useful RFQ should ask which steps are manual, which steps are fixture-controlled, how the first piece is checked, and how batch labels are managed. Those answers show more than a short quotation table.
Conclusion
Manual and automated ribbon cable assembly both have a place in industrial wiring. Manual work gives flexibility when drawings are still changing or order volume is small. Automation gives stronger consistency when the design is stable and repeat batches are expected. The safer choice depends on the cable’s job, not on a simple belief that one process is always better.
For buyers, the practical path is to confirm the drawing, approve a real sample, check the inspection points, and choose a supplier that can explain how the process will be controlled.
FAQs
Q1: Is automated ribbon cable assembly always better than manual assembly?
A1: No. Automated production is useful for stable repeat orders, but manual or semi-automated work may be better for samples, mixed lengths, or drawings that still need adjustment.
Q2: What should buyers confirm before ordering an IDC cable?
A2: Buyers should confirm cable length, connector model, pitch, pin-one marking, connector direction, folding route, continuity testing, and packing separation by version.
Q3: When should custom ribbon cable assemblies move from manual to automated production?
A3: The move usually makes sense when the sample is approved, the drawing is stable, the order volume is repeatable, and the supplier can control inspection and batch records.